消息")



軋鋼加熱爐|環(huán)保窯爐工程
本章要點:
近終形連鑄是指所有澆特接近*終產品尺寸和形狀的澆鑄方式,保證*終產品質量所需壓下量的前提下,更接近于產品*終形狀的連鑄技術,如薄板坯連鑄技術、薄帶連特技術、噴霧沉積技術等 。 薄板坯連鑄連扎技術是生產熱扎板卷的一項短流程工藝,成為繼氧氣轉爐煉鋼,連續(xù)鑄鋼之后鋼鐵工業(yè)重要的革命性技術,是本章學習的主要內容。
9. 1 薄板坯連鋳連軋工藝技術
20世紀80年代以來,世界上先后研制開發(fā)出多種薄板坯連鑄連軋技術,主要代表有德國西馬克(SMS)開發(fā)的CSP技術、德 馬克(Demag)和阿爾維迪(Arvid)聯合開發(fā)的 ISP技術、意大利達涅利(Danieli)開發(fā)的FTSR技術、奧地利奧鋼聯(VAI)開發(fā)的CONROLL、日本住友金屬(SMI)開發(fā)的 QSP技術、美國蒂平斯.開發(fā)的 TSP技術及德國西馬克、蒂森公司和法國尤西諾爾、沙西洛爾公司共同開發(fā)的 cPR技術等。典型的薄板;l1l1連鑄連軋工藝流程由煉鋼(電爐或轉爐)一爐外精煉一薄板坯連鑄一連鑄坯加熱一熱連率L等五個単元工序組成。 該工藝將過去的煉鋼廠和熱l11L廠有機地壓縮、組合到一起,縮短了生產周期,降低了能量消耗,從而大幅度提高經濟效益。
9.1.1 csP工藝技術
CSP(compact strip production)工藝也稱緊湊式熱帶生產工藝。 CSP生產工藝流程(圖9_1 ) 一般為:電爐或轉爐煉鋼→鋼包精煉爐→薄板:llf1連鑄機→剪切機→輥底式隧道加熱爐→粗軋機(或沒有)→均熱爐(或沒有)→事故剪→高壓水除鱗機→小立輥率L機(或沒有)→精率L機→輸出輥道和層流冷卻→卷取機。
eP技術的主要特點是:
( 1 )采用立彎式鑄機、漏斗形直結晶器、剛性引錠桿、浸入式水口、連鑄用保護渣、電磁制動閘、液芯壓下技術、結晶器液壓振動、銜接段采用輥底式均熱爐。

圖9_1 高爐一轉爐薄板坯連鑄連軋CSP工藝流程圖
1一回轉臺, 2一鋼包; 3一中間罐; 4一連特機; 5一剪切機; 6一加熱爐; 7,11一除鱗機;
8一粗率L機1 9一加熱·爐, 10一事故剪; l2一精率L機;
13一層流冷卻; 14一卷取機; 15一預留巻取機
高壓水除鱗。 架前加立輥率L機。 率L報軸向移動、率L報熱凸度控制、板形和平整度控制、平移式二輥軋機等新技術 。
(2)可生產厚 0.8 mm或更薄的碳鋼、超低碳鋼鋼板。
(3 ) 生產鋼種包括·低碳鋼、高碳鋼、高強度鋼、高合金鋼及超低碳鋼 。
9.1.2 ISP工藝技術
IsP(inline strip production)工藝也稱在線熱帶鋼生產工藝。 ISP生產線的工藝流程(圖9_2) 一般為:電爐或轉爐煉銅→鋼包精煉→連鑄機→大壓下量初率L機一剪切機→感應加熱爐→克日莫那爐→熱卷箱→高壓水除鱗機一·精率L機→輸出輥道和層流冷卻→卷取機 。
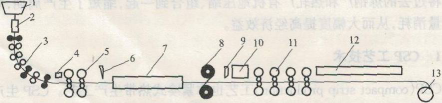
圖9_2 ISP工藝流程圖
l一中間包, 2一結品器; 3一液芯壓下1 4,10一除鱗機; 5一預率L機; 6-一剪切機; 7一感應加熱爐;
8一熱卷箱; 9一事數勇; 11一精事L機;12一層流冷卻; 13一卷取機
IsP技術的主要特點是:
(1 )采用直一弧形鑄機,小漏斗形結晶器,薄片狀浸入式水口,連特用保護渣,液芯壓下和固相鑄扎技術,感應加熱接克日莫那爐(也可用輥底式爐),電磁制動閥,大壓下量初軋機加帶卷開卷加精扎機,軋輥軸向移動、軋輥熱凸度控制、板形和平整度控制、平移式二輥扎機等技術。
(2)生產線布置緊湊,不使用唱的均熱爐,總長度僅180m左右,是目前*短的薄板坯連鑄連軋生產線,從鋼水至成卷僅需30min,充分顯示其*性。
(3)二次冷卻采用氣霧或空冷,有助于生產較薄斷面且表面質量要求高的產品。
(4)整個工藝流程熱量損失較小,能耗少。
(5)可生產厚1.0mm或更薄的產品。可以生產低碳鋼、高碳鋼、深沖鋼、結構鋼、管線鋼、不銹鋼。
鄭州中威環(huán)保設備有限公司承接國內外大型:燃氣軋鋼加熱爐 燃油軋鋼加熱爐 窯爐自動化控制系統(tǒng) 脫硫脫硝設備“總包”工程,負責:窯爐設計 施工“交鑰匙”工程,環(huán)保窯爐工程“一站式”解決方案提供商。

版權所有 :鄭州中威環(huán)保設備有限公司 電話:0371-60960056 手機:13849187223
網址:www.mbqjr.cn 傳真:0371-63689310 郵箱:[email protected]
公司總部:河南省鄭州市金水區(qū)豐慶路118號 管理入口
生產地址:河南省鄭州市滎陽市喬樓鎮(zhèn) 豫ICP備13006667號-3  豫公網安備 41010502002963號
豫公網安備 41010502002963號
